




Описание
На печатной плате есть небольшие сварочные знаки, которые не влияют на использование продукта. Пожалуйста, не покупайте, если вы возражаете.
Плата управления включает в себя: главный пульт управления (в том числе BTA100 SCR), кодировочная Плата дисплея, плата переключателя, трансформатор питания (смотрите внимательно, не сварочный трансформатор), изоляционные колонки и винт, пластина провода, WYSIWYG основное изображение.
Доска является домашней, имеет свою собственную фабрику, обычно это больше, не обязательно проблема непосредственно в онлайн-сообщении, хотите, чтобы не было ответа, Здравствуйте, я любезно, если необходимо, может быть непосредственно снят, за пять очков до того, как они могут быть отправлены в тот же день.
Рекомендуется принять лампу накаливания на выходе в конце приема. Тест проводится при различных параметрах, таких как установка различных тока, времени, одиночных и двойных импульсов и наблюдение за световым состоянием лампы, чтобы получить интуитивное впечатление.
Область на плате с "живой опасностью" имеет 220 напряжение, включая теплоотвод, поэтому эта часть не может касаться при напряжении
Осторожно!
Функция и инструкции
Настройка параметров:
I. Время первой точечной сварки
1. регулируемый диапазон 1-99 цикл переменного тока (в целях безопасности плата по умолчанию достигает максимального значения 20, если нужно больше 20, пожалуйста, посмотрите максимальное значение сзади, ограничьте раздел, измените максимальный лимит, который можно изменить).
2. когда светильник "time 1" горит, нажмите переключатель кода, цифровая трубка мигает, поверните переключатель кода до требуемого значения, снова нажмите переключатель кода, сохраните и выйдите.
Две. Первом месте сварочного тока
1. регулируемый диапазон 25%-99%, регулировка времени тиристора для времени цикла (процент платы по умолчанию максимальное значение составляет 99, для других значений, пожалуйста, посмотрите на заднюю часть раздела «максимальный лимит», чтобы изменить максимальные значения).
2. Когда индикатор Тока 1 загорается, нажмите переключатель кода, цифровая трубка мигает, поверните переключатель кода к требуемому значению, нажмите переключатель кода снова, сохранить и выход.
Три. Интервал между первой и второй точечной сваркой
1. регулируемый диапазон 1-99 переменного тока в половину цикла, то есть значение, помноженное на 10 миллисекунд (плата по умолчанию соответствует максимальному значению 25, если более 25, пожалуйста, посмотрите обратную сторону максимального значения для ограничения секции, самостоятельно изменить максимальное ограничение может быть).
2. Когда светильник "интервал" горит, нажмите переключатель кода, цифровая трубка мигает, поверните переключатель кода к требуемому значению, нажмите переключатель кода снова, сохраните и выходите.
Четыре. Во-вторых времени точечной сварки
1. регулируемый диапазон 0-99 цикл переменного тока (в целях безопасности плата по умолчанию достигает максимального значения 20, если нужно больше 20, пожалуйста, посмотрите максимальное значение сзади, ограничьте раздел, измените максимальный лимит, который можно изменить)
2. Когда это время настроено на 0, он работает в одном импульсном состоянии.
3. когда светильник "time 2" горит, нажмите переключатель кода, цифровая трубка мигает, поверните переключатель кода до требуемого значения, снова нажмите переключатель кода, сохраните и выйдите.
Пять. Второе место сварочного тока
1. регулируемый диапазон 25%-99%, регулировка времени тиристора для времени цикла (процент платы по умолчанию максимальное значение составляет 99, для других значений, пожалуйста, посмотрите на заднюю часть раздела «максимальный лимит», чтобы изменить максимальные значения).
2. Когда индикатор Тока 2 загорается, нажмите переключатель кода, цифровая трубка мигает, поверните переключатель кода к требуемому значению, нажмите переключатель кода снова, сохранить и выход.
Шесть. Параметр хранение и передача
1., машина может хранить пять обычно используемых параметров, хранение и методы извлечения являются следующими:
2. Нажмите переключатель кода, когда светильник "сварочный параметр" горит, и Отобразите номер этого параметра.
3. снова нажмите переключатель кодирования, загруженный в хранилище, Выбор параметров, поворотный переключатель кодирования поворачивает дисплей "Ld", "SA" были за операцией для загрузки или хранения, такие как Параметры загрузки, дисплей "Ld" при нажатии переключателя для кодирования, параметры хранения на дисплее "SA" Кодирования сжатия переключатель.
4. подключен, затем отображает текущие параметры номера вращения, переключатель кодирования, отображает изменения от 0-4, представляя пять параметров элемента, выберите желаемое количество записей, сохраненных, снова нажмите переключатель загружен или сохранен для кодирования.
5., машина автоматически загружается Под параметрами входа № 0, так что вы можете поместить наиболее часто используемые параметры в Запись 0.
Максимальное значение предела:
Обычно ручная работа от точечного сварочного трансформатора, мощность, диаметр проволоки, количество витков не одинаковое, вызванное параметрами большой дискретности, контроллер, чтобы адаптироваться к различным параметрам трансформатора, регулируемый диапазон большой, скорее всего из-за неправильного повреждения батареи (У меня время, регулируемое точечной сваркой, слишком длинное, так что корпус батареи, если занятие), так что быть на максимальное значение каждого параметра определяется и это необходимо, эта машина имеет Метод настройки максимального лимита функции, следующим образом:
1. поворотный переключатель кодирования, параметры сварки "световой светильник, затем нажмите переключатель кодирования не отпускает, около 5 секунд в функцию верхнего ограничения," время 1 "светильник s, В то же время на цифровом дисплее отображается текущее значение ограничения времени точечной сварки 1.
2. поворотный переключатель кодирования «Время 1» и «1 ток» и «интервал» и «2» и «2 ток» мигает в свою очередь, и отображает их максимальное значение, выберите желаемые параметры настройки, коротко нажмите переключатель после кодирования цифровой трубки мигает в то же время, Поворотный переключатель кодирования, чтобы изменить лимит на числовое снова после короткого нажатия переключатель кодирования, дисплей перестанет мигать, определяя текущий набор значений параметров.
3. набор предельных значений, нужно сохранить, чтобы получить эффект, поворачивая переключатель в "кодирование сварочных параметров" огни, цифровой дисплей "SA", затем нажмите переключатель кодирования, сохранить и выход, как и хранилище, все настройки являются неверными, панель управления все еще в соответствии с исходной операцией ограничения.
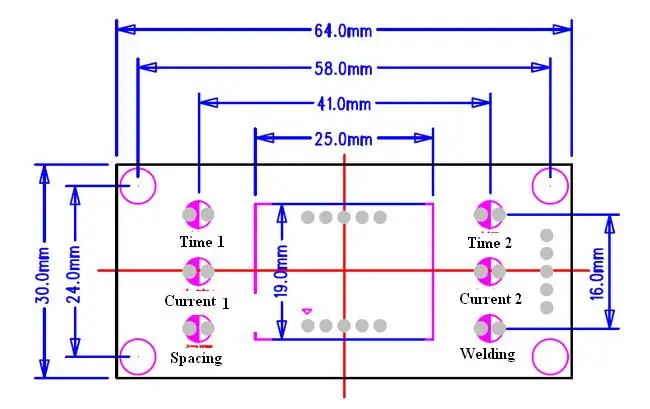
Установка:
Размер установки рисунок (с изолирующей колонкой контроллера и установочным винтом) обратите внимание на изоляцию.
Проводка:
Перед изображением все еще Используйте один Пульс управления проводкой, проводка такая же, не должно произвести недоразумение.
Обратите внимание:
Область на плате с "живой опасностью" имеет напряжение 220, включая теплоотвод, поэтому эта часть не может касаться при напряжении
Испытательная машина, время сварки должно быть небольшим, не может подойти к большому сварочному ожогу, поставит сварочную иглу для сжигания лапши, обычно 18650 с 0,15 никелевой пластиной Настройте до 5-10, вот количество цифровой частоты переменного тока, 5-10 Частота составляет около 100-200 MS трансформатора и мощности, Первый уровень диаметр припоя проволоки, расстояние, это значение опыта, эта машина может хранить пять параметров, так что мы можем взять лучшие параметры, хранящиеся в течение нескольких дней после вызова
Трансформатор, обычно используя СВЧ трансформатор СВЧ-печи, вторичный 25-35 квадратных мм медный провод вокруг трех или четырех витков для удовлетворения требований, если два вторичных трансформатора, все вокруг половины или двух кольцевых серий (примечание, только 18650 фазы) для точечной сварки батареи, трансформатора достаточно, Даже если это алюминий, катушка достаточно хороша (хороший эффект сварки 18650 батареи я использовала для алюминия СВЧ трансформатор СВЧ-печи, 25 квадратных проволоки вокруг трех кругов).
Плата питания должна быть переменного тока, например, через выключатель питания постоянного тока покажет E0 и звуковой сигнал, например, замену силовых трансформаторов, пожалуйста, обратите внимание на напряжение переменного тока.
Потому что прежде чем тайваньские друзья купят плату, сделайте 50 Гц, 60 Гц адаптивную для адаптирования к тайваньскому блоку питания, плата обнаружит частоту электрической мощности, примерно через две секунды после "50" или "60" это значение представляет частоту.
Материал изображение:
Друг часто задает вопрос: "Вы настраиваетесь?" фазовое переключение? Здесь, чтобы сделать некоторые простые инструкции: домашняя точечная сварочная машина-это использование большого силового трансформатора, выключенного первичным реальным и модифицированным намотанным на вторичной обмотке, из сложности не нравится продукт, который точечный сварочный аппарат, меняя кран для регулировки сварочного тока, Таким образом, общая панель управления с использованием фазового переключения запуска способов регулировки размера выходного тока, точечный сварщик есть два основных параметра, длина сварки, время управления сварочным током более удобно, управляется твердотельным реле готовой промышленной программы таймера, Но нужно нажать на регулирование выходного тока трансформатора, в то же время, потому что таймер не может связаться с синхронизацией нулевого перекрестка, в конкретных ситуациях есть положительная и отрицательная ошибка половины цикла, высокая себестоимость продукции, Снижение стоимости и времени базы для 555, таких как точечная сварка и длительное управление Таймером С радиоуправляемой схемой переключения фаз тиристорного контроля угла проводимости для контроля выходного тока схемы, это простой и эффективный способ, но Точность синхронизации, как правило, с циферблатом, время сварки, Угол проводимости не интуитивно понятен, лучший метод-это использование одного чипа машина приобретения переменного тока нулевой задержки пересечения времени, триггер SCR фазового сдвига и MCU для достижения точного контроля, времени сварки, и осуществите интерфейс человека-машины для облегчения работы.
Одиночный и двойной Пульс: только в установленное время для завершения набора тока сварки называется одиночный пульс, из-за некоторых особых обстоятельств, такие как сварка имеет плохую сварку эмалированной проволоки из-за контактного сопротивления возможных проблем пятен или первого импульса, Чтобы сгореть пятно или краску (конечно, краска должна быть раздавлена перед сваркой или нет), дирижирование второго импульса является истинным ощущением сварного шва, метод обычно используется в моторной фабрике сварки эмалированной проволоки и коммутации для двойной импульсной сварки, время сварки должно сделать два раза, Два раза регулируемый интервал тока и сварки. Тщательно отрегулируйте различные параметры для достижения хорошего эффекта сварки.
Эта машина является двойным импульсным контроллером, который принимает микрокомпьютер с одним чипом, чтобы сделать нулевое обнаружение, и Задержка запуска кремния контролируется для регулировки сварочного тока
Характеристики
- Применение
- Spot welder control panel
- Номинальная мощность
- 100
- Вес, кг
- 0.2
- Макс. толщина сварки
- 0.2
- Номер модели
- 1
- Номинальный режим работы
- %
- Размеры
- 1*
Сопутствующие товары









